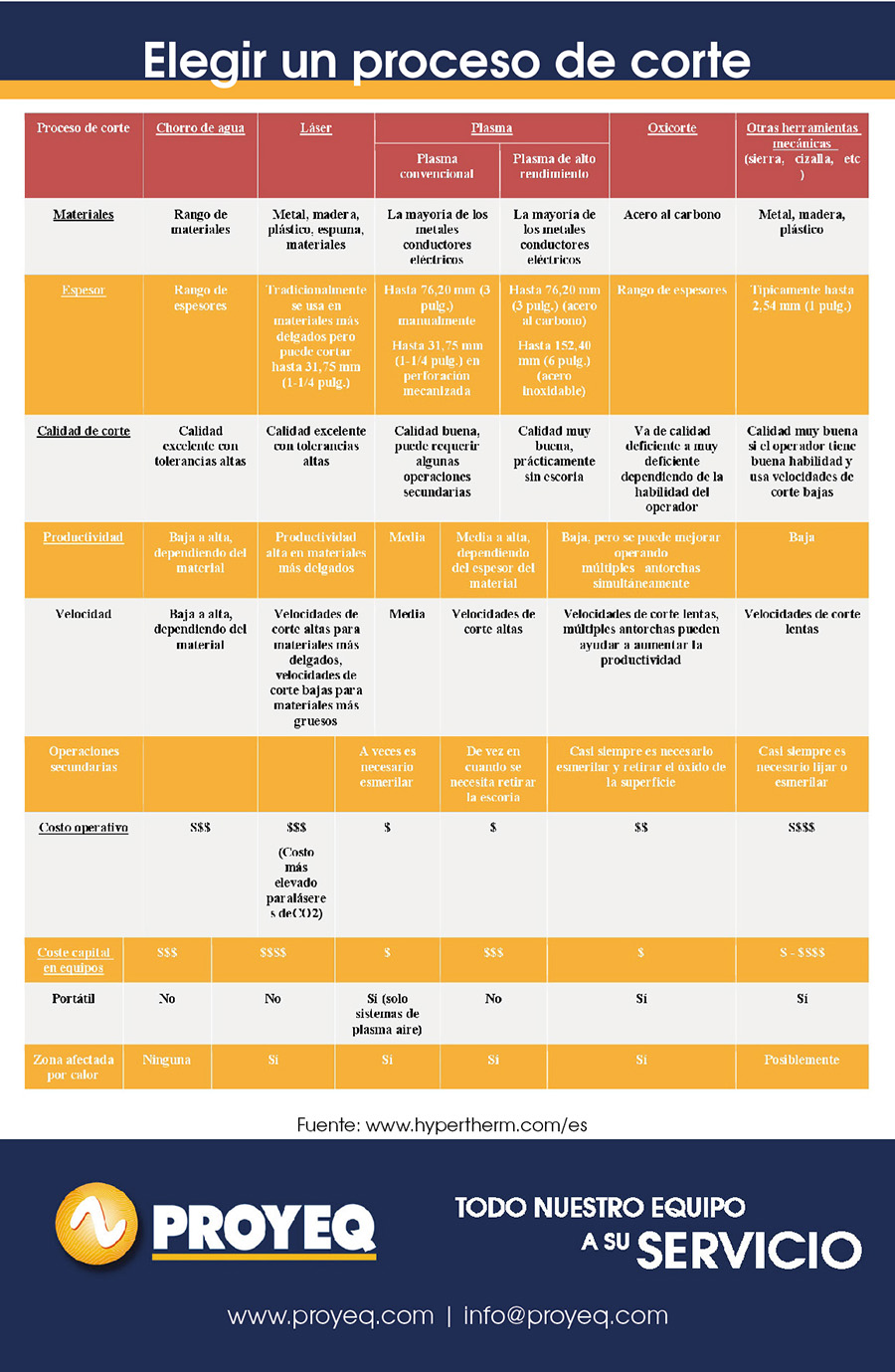
| Materiales |
Rango de materiales |
Metal, madera, plástico, espuma, materiales |
La mayoría de los metales conductores eléctricos |
La mayoría de los metales conductores eléctricos |
Acero al carbono |
Metal, madera, plástico |
| |
|
|
|
|
|
|
| Espesor |
Rango de espesores |
Tradicionalmente se usa en materiales más delgados pero puede cortar hasta 31,75 mm (1-1/4 pulg.) |
Hasta 76,20 mm (3 pulg.) manualmente Hasta 31,75 mm (1-1/4 pulg.) en perforación mecanizada |
Hasta 76,20 mm (3 pulg.) (acero al carbono) Hasta 152,40 mm (6 pulg.) (acero inoxidable) |
Rango de espesores |
Típicamente hasta 2,54 mm (1 pulg.) |
| |
|
|
|
|
|
|
| Calidad de corte |
Calidad excelente con tolerancias altas |
Calidad excelente con tolerancias altas |
Calidad buena, puede requerir algunas operaciones secundarias |
Calidad muy buena, prácticamente sin escoria |
Va de calidad deficiente a muy deficiente dependiendo de la habilidad del operador |
Calidad muy buena si el operador tiene buena habilidad y usa velocidades de corte bajas |
| |
|
|
|
|
|
|
| Productividad |
Baja a alta, dependiendo del material |
Productividad alta en materiales más delgados |
Media |
Media a alta, dependiendo del espesor del material |
Baja, pero se puede mejorar operando múltiples antorchas simultáneamente |
Baja |
| |
|
|
|
|
|
|
| Velocidad |
Baja a alta, dependiendo del material |
Velocidades de corte altas para materiales más delgados, velocidades de corte bajas para materiales más gruesos |
Media |
Velocidades de corte altas |
Velocidades de corte lentas, múltiples antorchas pueden ayudar a aumentar la productividad |
Velocidades de corte lentas |
| |
|
|
|
|
|
|
| Operaciones secundarias |
|
|
A veces es necesario esmerilar |
De vez en cuando se necesita retirar la escoria |
Casi siempre es necesario esmerilar y retirar el óxido de la superficie |
Casi siempre es necesario lijar o esmerilar |
| |
|
|
|
|
|
|
| Costo operativo |
$$$ |
$$$ (Costo más elevado paraláseres deCO2) |
$ |
$ |
$$ |
$$$$ |
| |
|
|
|
|
|
|
| Coste capital en equipos |
$$$ |
$$$$ |
$ |
$$$ |
$ |
$ - $$$$ |
| |
|
|
|
|
|
|
| Portátil |
No |
No |
Sí (solo sistemas de plasma aire) |
No |
Sí |
Sí |
| |
|
|
|
|
|
|
| Zona afectada por calor |
Ninguna |
Sí |
Sí |
Sí |
Sí |
Posiblemente |
| |
|
|
|
|
|
|